Motivation und Zielsetzung
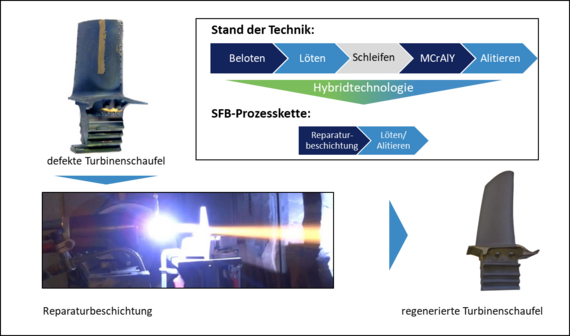
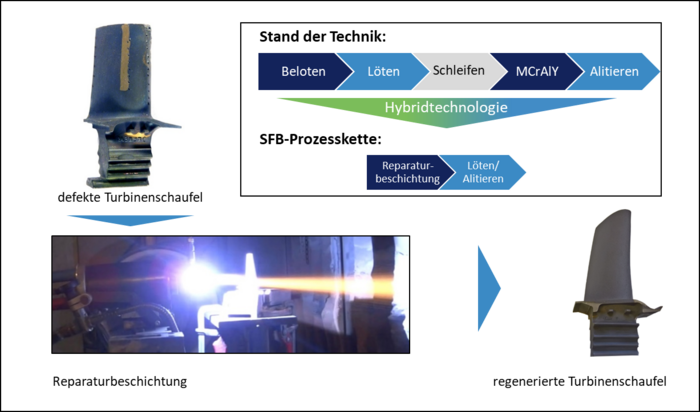
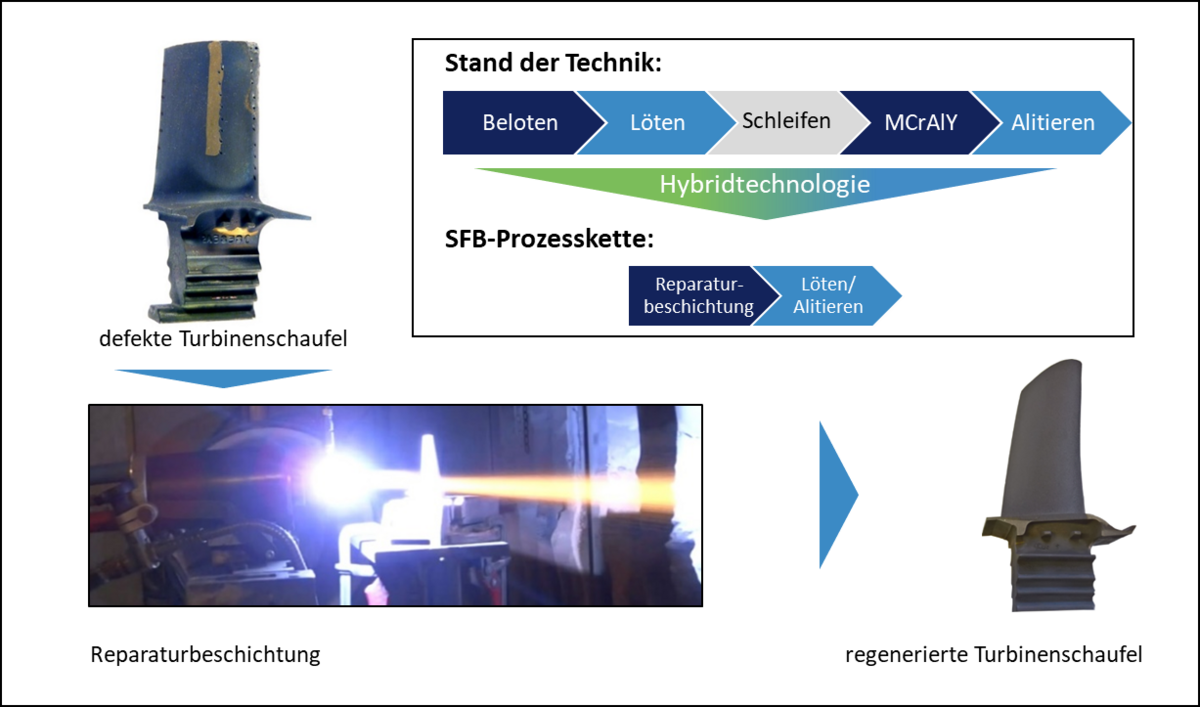
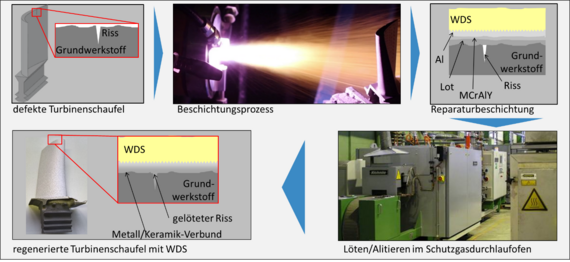
Die Reparatur von Komponenten in der Luftfahrtindustrie und Kraftwerkstechnik spielt angesichts steigender Rohmaterialien- und Herstellungskosten eine immer stärker werdende Rolle. Bei der Reparatur von Turbinenschaufeln hat sich, neben dem Schweißen, das Hochtemperaturlöten im Vakuum etabliert, was mit mehreren, z.T. aufwendigen Verfahrensschritten verbunden ist. Die verschlissene Turbinenschaufel wird bis auf den Grundwerkstoff entschichtet. Es erfolgt der manuelle Auftrag des Lotes in Form von Pasten, Meltspinfolien oder Tapes, wobei es sich ebenfalls um Nickelbasislegierungen handelt. Nach dem Löten im Hochvakuum wird überschüssiges Lot durch Schleifen oder Fräsen entfernt. Anschließend wird die Heißgaskorrosionsschutzschicht (z.B. NiCoCrAlY) durch thermisches Spritzen appliziert. Anschließend wird die Turbinenschaufel einem Alitierprozess unterzogen. Es bildet sich NiAl (β-Phase), welches die Heißgaskorrosionsschutzbeständigkeit weiter erhöht. Der Alitierprozess wird in der Regel in einer Pulverpackung oder in einem speziellen Alitierofen mit entsprechend reaktiver Atmosphäre durchgeführt. Stand der Technik ist, dass eine Turbinenschaufel ca. 3 – 4 Reparaturzyklen unterzogen werden kann.
In diesem Teilprojekt wird mittels thermischen Spritzens eine Reparaturbeschichtung auf die Turbinenschaufel appliziert und anschließend ein kombinierter Löt-, Alitierprozess durchgeführt. Hierdurch wird die dem Stand der Technik entsprechende Reparaturlötprozesskette wesentlich verkürzt, wodurch sich mechanisch-technologische Verbesserungen (z.B. Erhöhung der Reparaturzyklenzahl auf 6 – 7, verbesserte Schichthaftung) und gleichzeitig wirtschaftliche Vorteile regenerierter Turbinenschaufeln ergeben.
Hinweis: Nach der Aktivierung des Videos werden Daten an den jeweiligen Anbieter übermittelt. Weitere Informationen finden Sie in unserer Datenschutzerklärung.
Video abspielen
Beschichtung einer Turbinenschaufel mittels atmosphärischen Plasmaspritzens (APS)
Ergebnisse
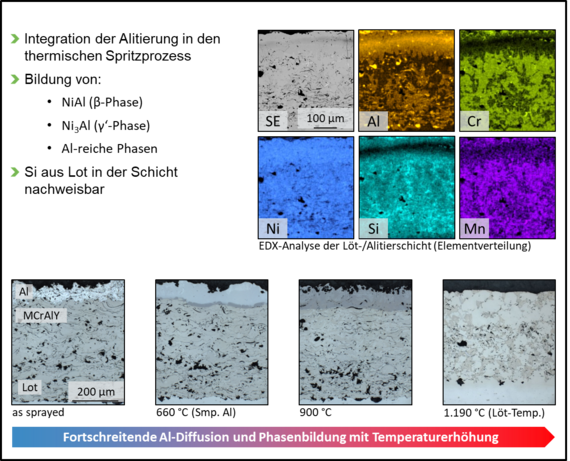
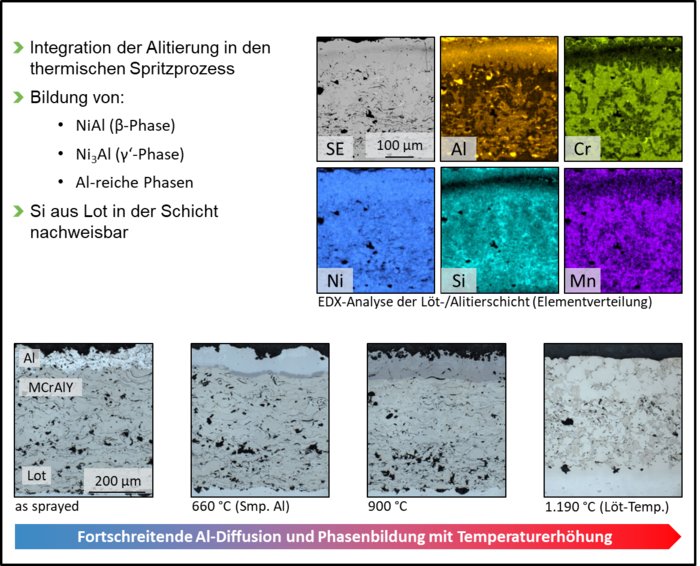
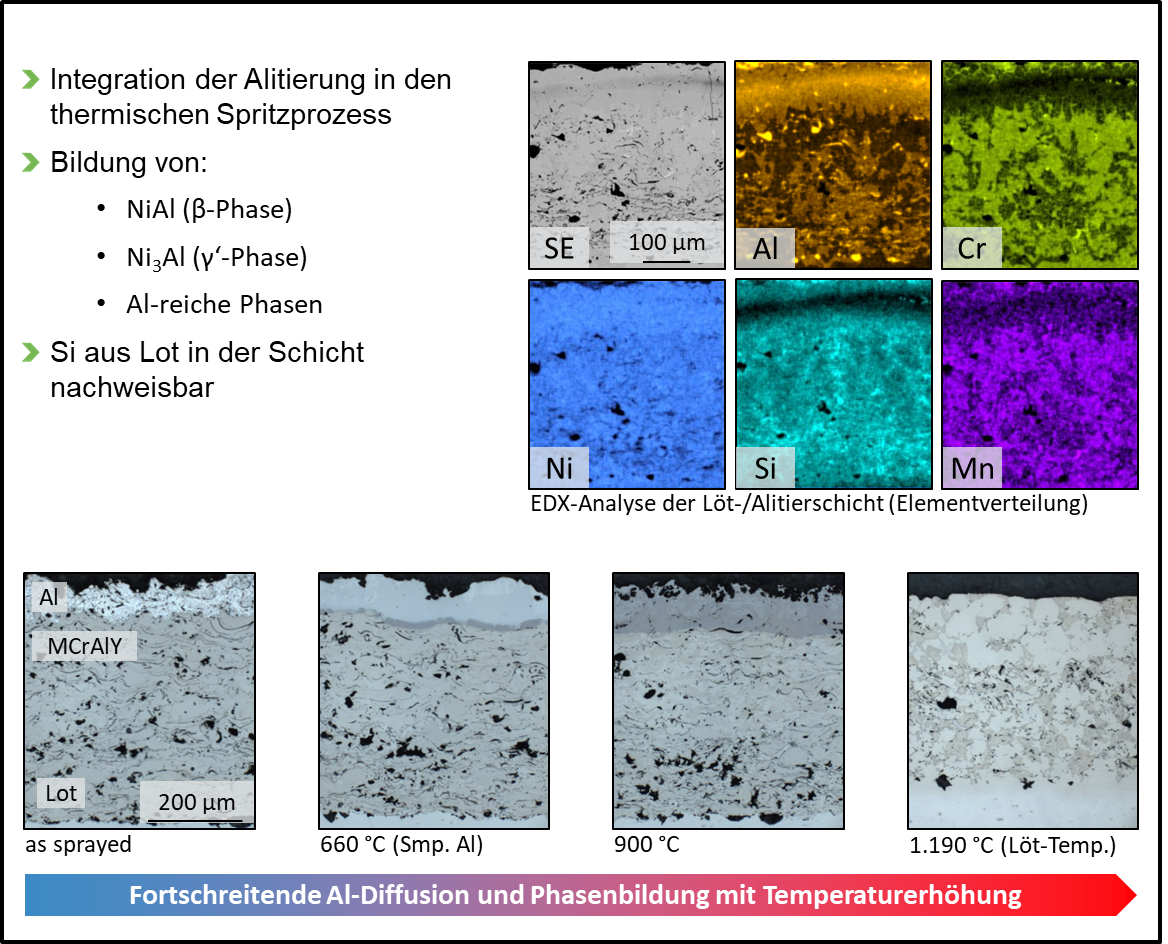
Es konnte in den ersten beiden Förderperioden die Machbarkeit dieser Hybridtechnologie erfolgreich gezeigt werden. Hierzu wurden Inconel 718 Flachproben mit einem Nickelbasislot (Ni650 = NiCrSi) und der Heißgaskorrosionsschutzschicht (MCrAlY, mit M = Ni und/oder Kobalt), welches die Reparaturschicht darstellt, durch thermisches Spritzen beschichtet und einer gemeinsamen Wärmebehandlung in einer Alitier-Pulverpackung (Löt-, Alitierprozess) unterzogen. Abhängig vom Temperatur-Zeit-Profil bilden sich Poren bzw. Hohlräume im Lot, was auf die Infiltration des schmelzflüssigen Lotes in die Heißgaskorrosionsschutzschicht sowie Diffusions- und Seigerungseffekte zurückzuführen ist. Durch eine erweiterte Wärmebehandlung konnte ein homogenes Gefüge der Reparaturschicht eingestellt werden. Um Diffusionsvorgänge der vorhandenen Legierungselemente in dieser Reparaturschicht beschreiben zu können, wurde das Aluminium ebenfalls durch thermisches Spritzen appliziert, was eine neue Vorgehensweise darstellt. Ausgehend vom Grundwerkstoff ergibt sich folgendes Schichtsystem: Ni650/NiCoCrAlY/Aluminium, welches einer gemeinsamen Wärmebehandlung unterzogen wird (Löten/Alitieren). Dabei wurden die beschichteten Inconel 718-Proben auf unterschiedliche Haltetemperaturen (500 °C, 660 °C, 900 °C, 1100 °C, 1190 °C) erwärmt. Die lokale Zusammensetzung wurde mittels EDX-Analyse bestimmt. Aus dem Verhältnis der Masseanteile von Aluminium zu Nickel und Aluminium zu Kobalt kann auf mögliche Phasen-, bzw. Verbindungsbildungen geschlossen werden. Entsprechend der Phasendiagramme Ni-Al und Co-Al sind dies die Phasen NiAl (β-Phase), Ni3Al (ϒ'– Phase), Ni3Al + Ni, NiAl + Ni sowie die aluminiumreichen Phasen Al9Co2 und Al3Co. Zusätzlich wurden die Elementverteilungen der Legierungselemente der Reparaturschicht bestimmt. Es konnte somit gezeigt werden, dass die Alitierung mittels thermisch gespritzter Aluminiumschicht durchgeführt werden kann, indem ausgehend vom Grundmaterial das Schichtsystem Lot/MCrAlY/Aluminium appliziert und einer Wärmebehandlung unterzogen wird. Der erfolgreiche Nachweis der Machbarkeit eröffnet die Möglichkeit, in diese Hybridtechnologie die Applikation der keramischen Wärmedämmschicht (WDS) zu integrieren, da die Heißgaskorrosionsschutzschicht (MCrAlY) auch als Haftvermittlerschicht zu Keramiken hin fungiert.
Aktuelle Arbeiten und Ausblick
In der dritten Förderperiode wird der in den ersten beiden Förderperioden entwickelte Hybridprozess mit den daraus gewonnenen Erkenntnissen im Hinblick auf die Regenerationsabfolge innerhalb und zwischen den Prozesszellen des Sonderforschungsbereichs gezielt weiterentwickelt. Aus dem Erkenntnisgewinn der zweiten Förderperiode wird hinsichtlich der Funktionalität des gesamten Triebwerks der vollständige Reparaturlötprozess (Beschichten und Löten/Alitieren) bezüglich der Reproduzierbarkeit und die sich daraus ergebende Prozesssicherheit untersucht. Mittels statistischer Versuchsplanung wird die Sensitivität der Prozessparameter (Beschichtungs- und Löt/Alitierparameter) auf die Schichtmorphologie nach dem Löt-/Alitierprozess mittels instrumenteller Analytik (EDX und Röntgenmikrospie) untersucht. Aus den gewonnenen Erkenntnissen kann eine Aussage über die Prozesssicherheit getroffen werden. Zum einen werden diese Ergebnisse weiterhin genutzt, um den Löt-/Alitierprozess auf weitere luftfahrtrelevante Werkstoffe, wie der einkristallinen CMSX-4 Legierung zu erweitern, wobei angestrebt wird, eine gerichtet erstarrte Lötverbindung herzustellen. Zum anderen ergibt sich aus den gewonnenen Ergebnissen, dass der bisher diskontinuierlich durchgeführte Löt-/Alitierprozess im Vakuumofen in einen kontinuierlichen Prozess mittels Schutzgasdurchlaufofen überführt werden kann, wobei die Wärmedämmschicht (WDS) in diesen Hybridprozess integriert wird. Hierdurch ergeben sich Prozesskettenverkürzungen, die wesentlich für den Auswahlprozess bezüglich der Regenerationsabfolge innerhalb des SFB sind. Die entwickelte Hybridtechnologie kann ebenso auf stationäre Gasturbinen im Kraftwerksbau, Wälzlager aus Windenergieanlagen, Walzen und Zylinder aus Druckmaschinen sowie Zylinderlaufbuchsen und Getriebekomponente aus Dieselmotoren übertragen werden.


Verantwortliches Institut
Das Projekt wird verantwortet durch das Institut für Werkstoffkunde.
Teilprojektleiter
58453 Witten
58453 Witten
30823 Garbsen
Mitarbeiter
58453 Witten
58453 Witten
Veröffentlichungen
Internationale wissenschaftliche Beiträge in Fachzeitschriften, begutachtet
-
(2021): Thermally Sprayed Nickel-Based Repair Coatings for High-Pressure Turbine Blades: Controlling Void Formation during a Combined Brazing and Aluminizing Process, Coatings 11 (6), S. 725
DOI: 10.3390/coatings11060725 -
(2020): Application of a titanium filler metal by cold gas dynamic spraying, Thermal Spray Bulletin 72 (2020) [2] 108 - 113
-
(2017): A Combined Brazing and Aluminizing Process for Repairing Turbine Blades by Thermal Spraying Using the Coating System NiCrSi/NiCoCrAlY/Al, J Therm Spray Tech 9 (1), S. 13
DOI: 10.1007/s11666-017-0612-z -
(2017): Future regeneration processes for high-pressure turbine blades, CEAS Aeronautical Journal 2017 (online)
DOI: 10.1007/s13272-017-0277-9 -
(2015): Combined brazing and alitising process for thermally sprayed Ni-based alloys for the repair of turbine blades, Thermal Spray Bulletin 2015 (8) (2), S. 56–61
-
(2013): Heat treatment of thermal sprayed Ni-base-fillermetal-NiCrAlY-coating systems for repairing turbine blades, Thermal Spray Bulletin 2013 (6) (2), S. 119–123
Internationale wissenschaftliche Beiträge in Fachzeitschriften, nicht begutachtet
-
(2014): Heat Treatment of thermally sprayed Ni-based brazing materials NiCrAlY coating systems for the repair of turbine blades, Welding and Cutting 2014 (2), S. 108–111
Internationale Konferenzbeiträge, begutachtet
-
(2016): Regeneration of high pressure turbine blades. Development of a hybrid brazing and aluminizing process by means of thermal spraying, In: Proceida CIRP. The 5th International Conference on Through-life Engineering Services (TESConf 2016): Elsevier B.V, S. 5.
Internationale Konferenzbeiträge, nicht begutachtet
-
(2017): Heat treatment of the thermally sprayed coating system NiCrSi/NiCoCrAlY/Al for repair brazing high pressure turbine blades, In: ITSC 2017. DVS-Berichte, Band: 336. DVS Media GmbH, Düsseldorf, 2017, S. 462-466
-
(2015): Development of a two-stage hybrid technology for repairing turbine blades, Proceedings from the International Thermal Spray Conference and Exposition 2015. ASM International, Materials Park, Ohio, S. 37–40
-
(2015): Future regeneration processes for high pressure turbine blades, 64. Deutscher Luft- und Raumfahrtkongress 2015, 22-24 September 2015. Deutsche Gesellschaft für Luft- und Raumfahrt - Lilienthal-Oberth e.V.®. Rostock, 24.09.2015
-
(2014): Common application of Ni-based fillermetals and hotgascorrosion protection coatings by means of thermal spraying with subsequent heat treatment for near net shape turbineblade repairing, Proceedings / 11th International Conference THE "A" Coatings in Manufacturing Engineering, 1 - 3 October 2014, Thessaloniki, Greece. Thessaloniki: Ed. Ziti, S. 179–184
-
(2012): A New Hybrid Process for Repair Brazing and Coating of Turbine Blades, Thermal Spray 2012: Proceedings from the International Thermal Spray Conference and Exposition. Ohio: ASM International, S. 110–113
-
(2011): Repair Brazing of Turbine Blades using Thermal Spraying, Proceedings. Thessaloniki: Ed. Ziti, S. 347–352
Nationale Konferenzbeiträge, nicht begutachtet
-
(2011): Reparaturlöten von Turbinenschaufeln mittels thermischen Spritzens, Tagungsband zum 14. Werkstofftechnisches Kolloquium & 9. Industriefachtagung Oberflächen- und Wärmebehandlungstechnik. Chemnitz: Eigenverlag, S. 231–236
-
(2010): Neue Lösungswege für das Reparaturlöten und -beschichten von Turbinenschaufeln, Neue Fertigungstechnologien in der Luft- und Raumfahrt, Machining Innovations Conference; Tagungsband, 23. und 24. November 2010, Hannover, S. 435–447; Garbsen: PZH, Produktionstechn. Zentrum (Berichte aus dem IFW, 2010,8),

