Motivation und Zielsetzung
Die schweißtechnische Aufarbeitung von Flugtriebwerken erfolgt in der Luftfahrtindustrie heute zum Teil auch durch Schmelzschweißverfahren. Das WIG Schweißen sowie strahlbasierte Verfahren, wie Laser- und Elektronenstrahlverfahren werden für die Reparatur verwendet. Die Anwendung der Schmelzschweißtechnologie erfolgt hauptsächlich im Bereich der Fan- und Verdichtereinheiten.
Betrachtet man die Entwicklung der Reparaturtechnologie losgelöst vom gesamten Regenerationsprozess des Triebwerks, so sind mit den Strahlschweißverfahren bisher die besten Ergebnisse erzielt worden. In der gesamten Prozesskette der Regeneration des Investitionsgutes führt aber z.B. die Verwendung des Vakuum-Elektronenstrahlverfahrens zu immensen Investitions- und Fertigungskosten, welche die Reparaturkosten bis auf 65% des Neuteilpreises ansteigen lassen. Im Gegensatz dazu stehen die Lichtbogenschweißverfahren, diese sind deutlich günstiger und können somit die Reparatur attraktiv machen.
Um eine stoffschlüssige Fügeverbindung herzustellen muss ein bestimmter Mindestbetrag an Wärmeenergie ins Bauteil eingebracht werden. Diese Wärmeenergie wird durch die geringe Wärmeleitfähigkeit von 22 W/mK des Titans (Stahl ~50 W/mK, Kupfer ~401 W/mK) im Bauteil aufgestaut. Das deutliche Erwärmen des Grundmaterials in den Aufstaugebieten führt zu Gefügeumwandelungen. Das bedeutet, dass sich das Eigenschaftsprofil einer Schweißverbindung aus unterschiedlichen Bereichen ausbildet. Dabei ist die Schmelzzone (SZ) durch ein meist zur Schweißnahtmitte ausgerichtetes Erstarrungsgefüge gekennzeichnet, was sich häufig durch ein sogenanntes »overmatching« der Materialeigenschaften äußert. Dies führt zu einer höheren Zugfestigkeit bei gleichzeitiger starker Reduktion der Duktilität. In der Wärmeeinflusszone (WEZ) hingegen kommt es zum Wärmeeintrag in das Grundmaterial durch die Wärmeableitung und damit zu Rekristallisationsprozessen im Werkstoff, welcher sich im Ausgangszustand durch ein meist sehr feinkörniges Grundgefüge auszeichnet. Dieser Prozess ist mit einer Kornvergröberung verbunden, was zu einer Verschlechterung der mechanischen Eigenschaften führt und damit den eigentlichen Schwachpunkt der Fügeverbindung ausmacht.
Für die Verbesserung der Lichtbogenschweißverfahren muss das Erstarrungsgefüges in der Schmelzzone optimiert und die Wärmeeinflusszone minimiert werden. Hierbei soll der Impf- und Flussmitteleffekt ausgenutzt werden.
Hinweis: Nach der Aktivierung des Videos werden Daten an den jeweiligen Anbieter übermittelt. Weitere Informationen finden Sie in unserer Datenschutzerklärung.
Video abspielen
Video: Patchreparaturschweißung einer Titan-Blisk
Ergebnisse
In der zweiten Förderperiode wurde der Impf- und Flussmitteleffekt bei Titan untersucht. Durch Anwendung der Impftechnologie sollte über heterogene Keimbildung an hochschmelzenden Partikeln und das anschließende Kristallwachstum die gerichtete Erstarrung großer Stängelkristalle unterdrückt und eine feine globulitische Kornstruktur innerhalb der Schmelzzone (SZ) eingestellt werden. Um den Teilbereich Wärmeeinflusszone (WEZ) in seiner Ausdehnung zu begrenzen, wurde ein flussmittelinduzierter Tiefschweißeffekt ausgenutzt.
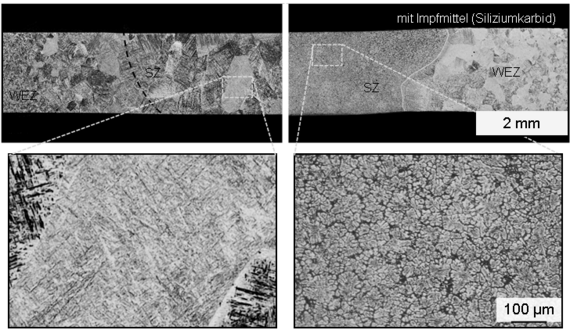
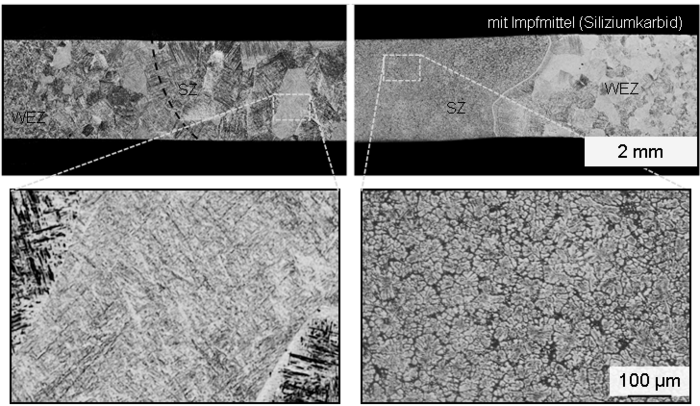
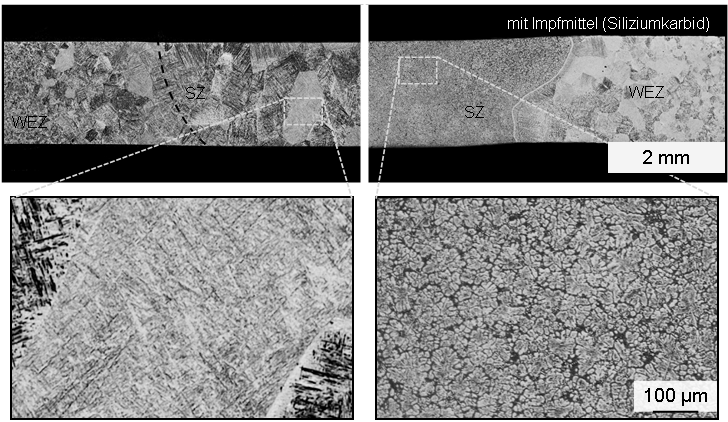
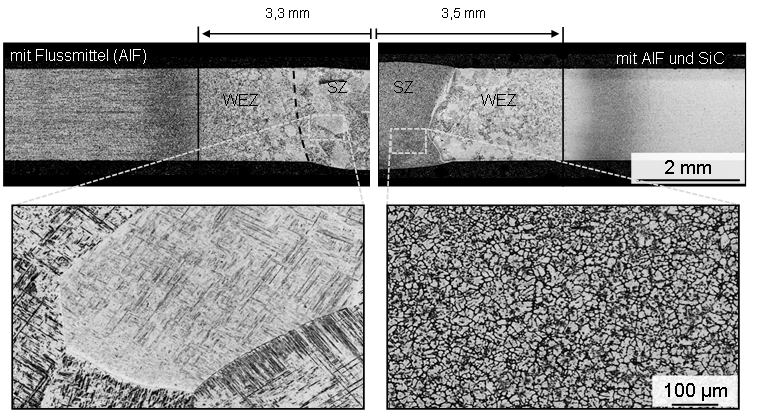
Im oberen Bild ist links die Referenzschweißung dargestellt. Im Vergleich dazu ist rechts die geimpfte Schweißnaht dargestellt. Die Größen der SZ und WEZ sind vergleichbar. In der mit Siliziumkarbid geimpften Probe ist jedoch ein deutlich feineres Korn zu sehen. Der Impfmitteleffekt beschränkt sich deutlich sichtbar auf die SZ.
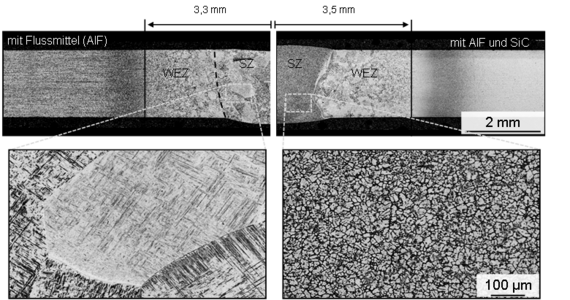
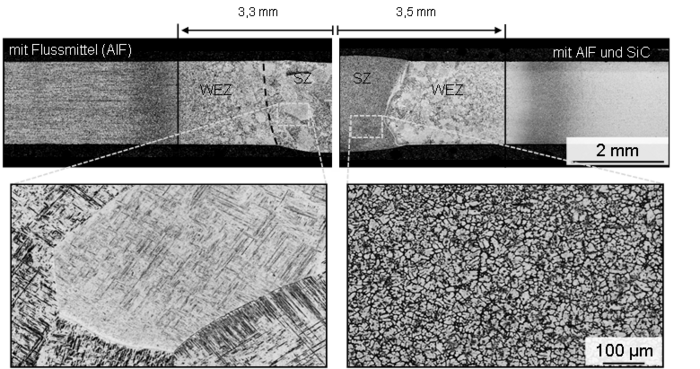
Im Bild unten ist links der Flussmitteleffekt dargestellt. In der SZ ist wieder ein grobes Korn erkennbar. Jedoch sind die Breiten der SZ und WEZ im Vergleich zur Referenz deutlich kleiner. Das Flussmittel ermöglicht die selbe Schweißnahttiefe bei deutlich geringerer Schweißleistung. Durch den Zusatz von Flussmittel kann die Streckenenergie beim Schweißen von 214 J/mm auf 90 J/mm reduziert werden. Rechts zeigt die Kombination beider Effekte. Die Effekte lassen sich zusammen nutzen. Eine deutlich kleinere SZ mit feinem Korn entsteht als Resultat. Auch die WEZ ist im Vergleich zur Referenz deutlich kleiner.
Bei der Patchreparatur ist die Schweißnaht, bzw. die WEZ der Schweißnaht die Schwachstelle der wiederhergestellten Blisk. Durch die Reduktion der notwendigen Schweißleistung bei der Verbindungsschweißung wird die Größe der WEZ reduziert. Dadurch verbessern sich die mechanischen Eigenschaften und die reparierte Schaufel hält höheren Belastungen stand.
Aktuelle Arbeiten und Ausblick
Die mechanischen Eigenschaften der Schweißnaht sind trotz Nutzung von Impf- und Flussmittel unterhalb der des restlichen Bauteils. Aktuell werden weitere Ansätze verfolgt, die Schweißnaht nachzubehandeln. Durch das Plasmanitrieren wird Stickstoff in das Gitter eingebracht. Dadurch entstehen Druckspannung, welche sich positiv auf die Haltbarkeit bei zyklischer Belastung auswirkt.
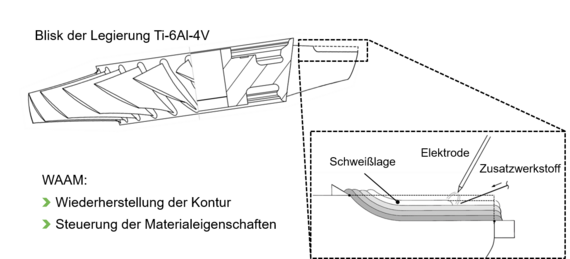
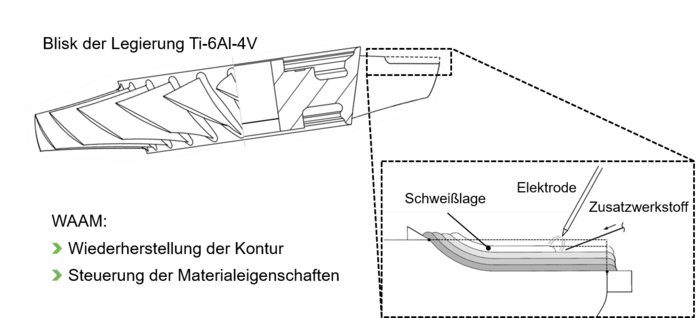
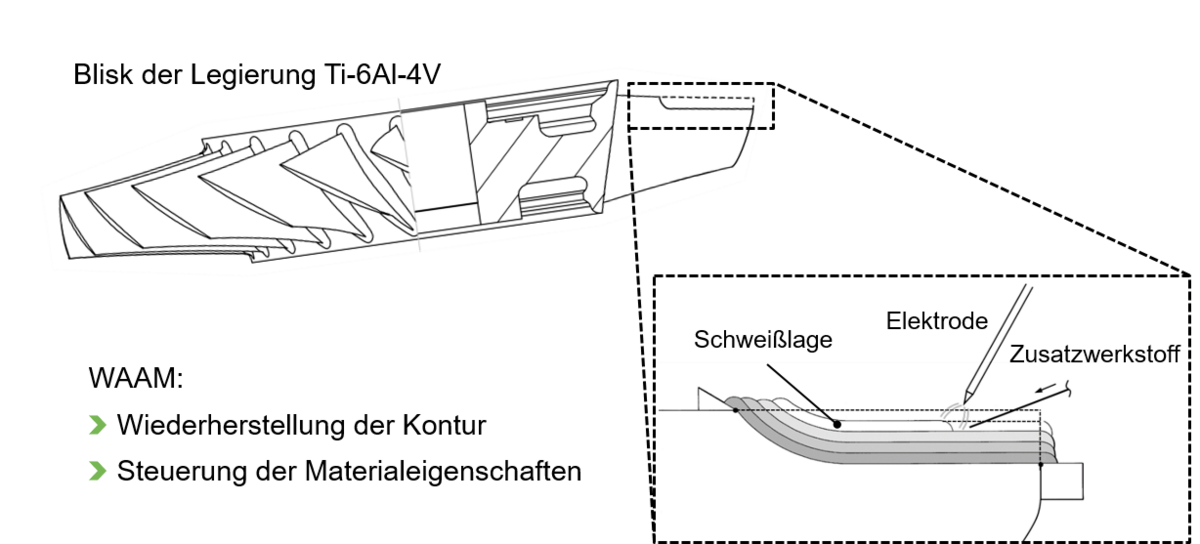
In der zweiten Förderperiode wurde die Reparatur mit einem Patch durchgeführt. Dafür muss die Blisk definiert abfräst und anschließend vermessen werden, das Patch gefertigt, angeschweißt und danach das die Blisk rekonturiert werden, um die gewünschte Geometrie wiederherzustellen.
Durch die Substitution der Patchreparatur mit dem Lichbogenauftragsschweißen (3D-Druck) fällt die Herstellung des Patches weg und somit ein Arbeitsschritt.
Verantwortliches Institut
Das Projekt wird verantwortet durch das Institut für Werkstoffkunde.
Teilprojektleiter
30823 Garbsen
30823 Garbsen
30823 Garbsen
Mitarbeiter
Veröffentlichungen
Internationale wissenschaftliche Beiträge in Fachzeitschriften, begutachtet
-
(2018): Technology-based Re-contouring of Blade Integrated Disks After Weld Repair, J. of Materi Eng and Perform 27, 2018 (1), 253-260
DOI: 10.1115/1.4040738 -
(2018): The Effect of SiC Addition on Microstructure and Mechanical Properties of Gas Tungsten Arc-WeldedTi-6Al-4V Alloy, Journal of Materials Engineering and Performance 2018 (27) (1), 253--230
DOI: 10.1007/s11665-017-3091-y -
(2017): Residual stress formation after re-contouring of micro-plasma welded Ti-6Al-4 V parts by means of ball end milling, Materials Science and Engineering Technology 2017, 1034-1039
DOI: 10.1002/mawe.201600743
Internationale Konferenzbeiträge, begutachtet
-
(2020): Plasma nitriding Ti-6Al-4V with the aid non-transmitted plasma-arc using different protection atmosphere, Materials Today: Proceedings 30, S. 694–699
DOI: 10.1016/j.matpr.2020.01.524 -
(2018): Ball end milling of titanium TIG weld material and the effect of SiC addition – process forces and shape deviations, 6th International Conference on Through-life Engineering Services, TESConf 2017. 7-8 November 2017, Bremen, Germany, Seite 74-81
DOI: 10.1016/j.promfg.2018.01.011
Nationale Konferenzbeiträge, nicht begutachtet
-
(2016): Gefüge und Mechanische Eigenschaften impfbehandelter Schweißnähte an Titan, In: DVS Berichte Band 327, Große Schweißteschnische Tagung Leipzig. Düsseldorf, 49-53
-
(2015): Lichtbogenschweißen von Titanlegierungen - Einfluss von Impfmitteln auf das Schweißgefüge von TiAl6V4, Tagungsband 1. Niedersächsisches Symposium Materialtechnik12. bis 13. Februar 2015. 1. Aufl. Herzogenrath: Shaker (Fortschrittsberichte der Materialforschung und Werkstofftechnik / Bulletin of Materials Research and Engineering, 1), S. 176–185
Dissertationen
-
(2021): Steuerung des Erstarrungsgefüges der Titanlegierung Ti-6Al-4V beim Wolfram-Inertgas-Schweißen, TEWISS - Technik und Wissen GmbH; Gottfried Wilhelm Leibniz Universität Hannover
ISBN: 978-3-95900-647-7

