Motivation and objectives
In the aerospace industry today, the welding of aircraft engines is partly carried out by fusion welding. TIG welding, as well as beam-based processes such as laser and electron beam processes are used for repairs. Fusion welding technology is mainly used in fan and compressor units.
If the development of repair technology is considered separately from the entire regeneration process of the engine, the best results have so far been achieved with beam welding processes. In the entire process chain of the regeneration of the investment goods, however, the use of the vacuum electron beam process, for example, leads to immense investment and manufacturing costs, which can increase the repair costs up to 65% of the new part price. By contrast, arc welding processes are much cheaper and can therefore make repairs more attractive.
A certain minimum amount of thermal energy must be introduced into the material in order to produce a cohesive joint connection. This thermal energy is pent-up in the component by the low thermal conductivity of 22 W/mK of titanium (steel ~50 W/mK, copper ~401 W/mK). The significant heating of the base material in the accumulation areas leads to structural changes. This means that the property profile of a welded joint is formed from different areas. The fusion zone (FZ) is characterized by a solidification structure mostly oriented towards the weld seam centre, which is often expressed by a so-called "overmatching" of the material properties. This leads to a higher tensile strength with a simultaneous strong reduction in ductility. In the heat-affected zone (HAZ), on the other hand, heat is introduced into the base material through heat dissipation and thus recrystallization processes occur in the material, which in its initial state is characterized by a mostly very fine-grained basic structure. This process is associated with grain coarsening, which leads to a deterioration of the mechanical properties and thus constitutes the actual weak point of the joint.
To improve arc welding processes, the solidification structure in the melting zone must be optimized and the heat-affected zone minimized. Here, the inoculation and flux effect should be exploited.
Please note that activating the video will result in the transfer of data to the respective provider. Further information can be found in our privacy policy.
Play video
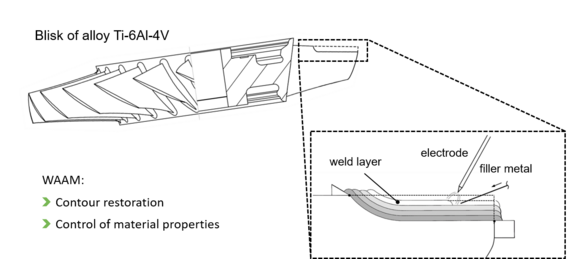
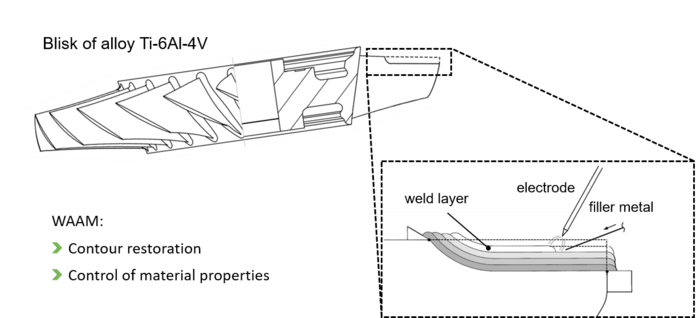
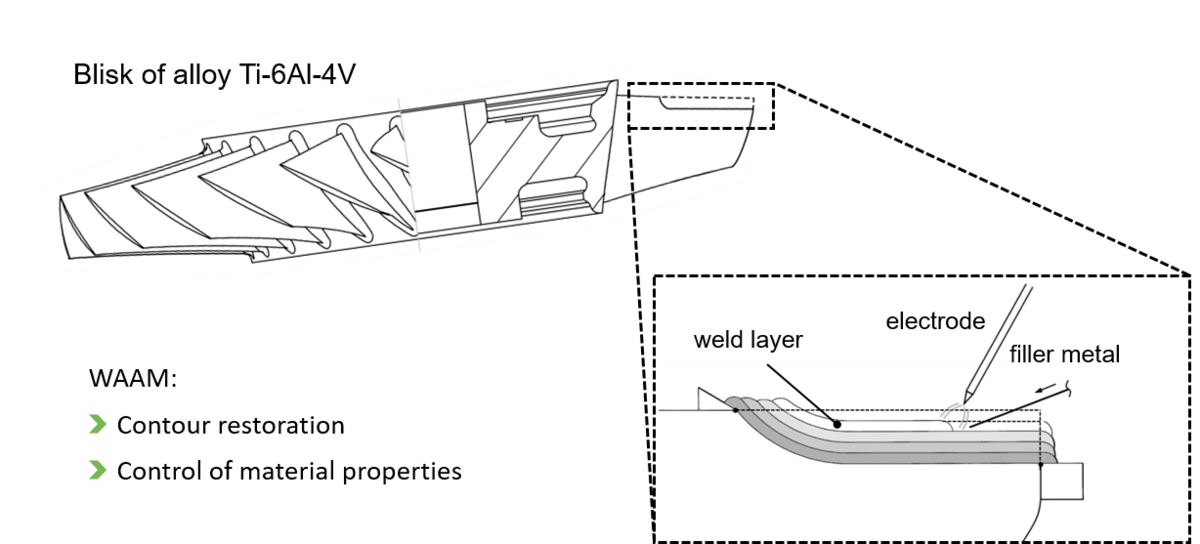
Patch repair welding of a titanium blisk
Results
In the second funding period, the inoculation and flux effect of titanium was investigated. The inoculation technology was used to suppress the directional solidification of large stem-shaped crystals by heterogeneous nucleation of high-melting particles and subsequent crystal growth, and to achieve a fine globulitic grain structure within the fusion zone (SZ). A flux-induced deep welding effect was used to limit the expansion of the heat-affected zone (HAZ).
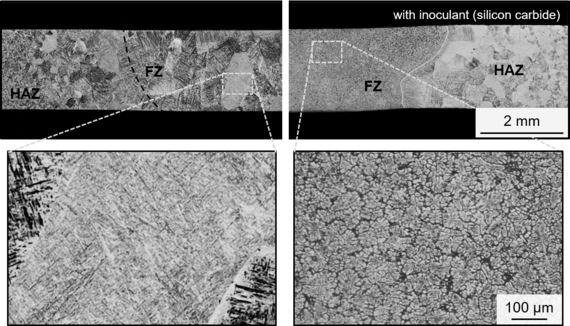
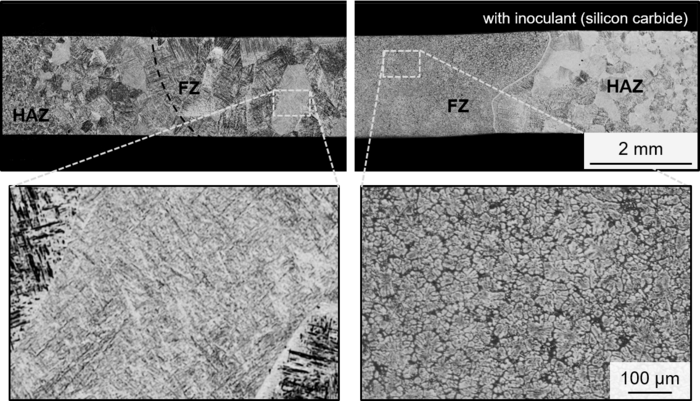
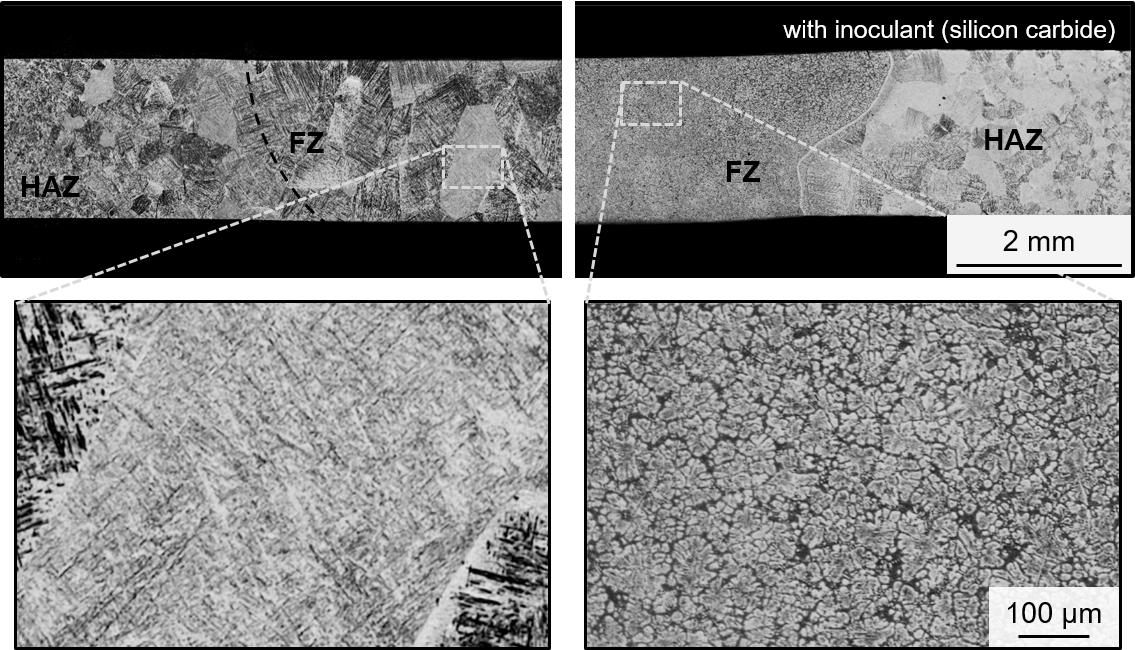
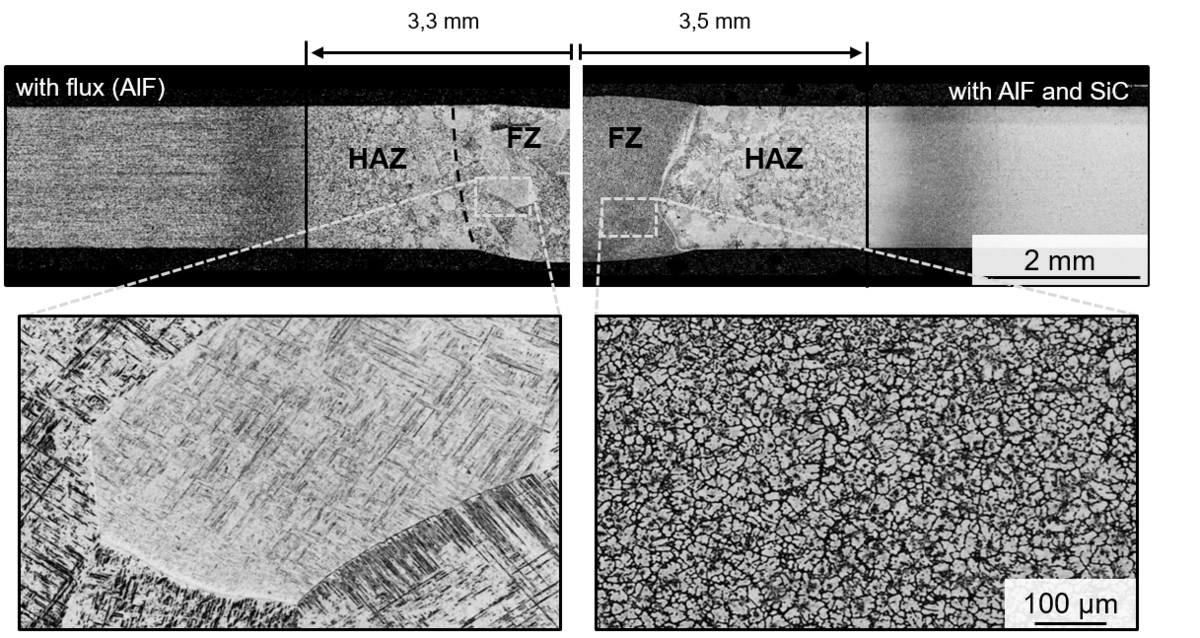
In the upper picture the reference welding is shown on the left. In comparison, the inoculated weld seam is shown on the right. The sizes of the FZ and HAZ are comparable. In the sample inoculated with silicon carbide, however, a much finer grain can be seen. The inoculant effect is clearly limited to the FZ.
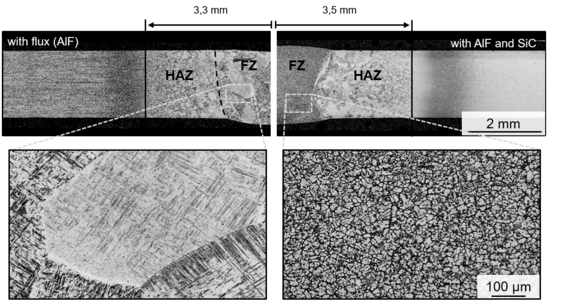
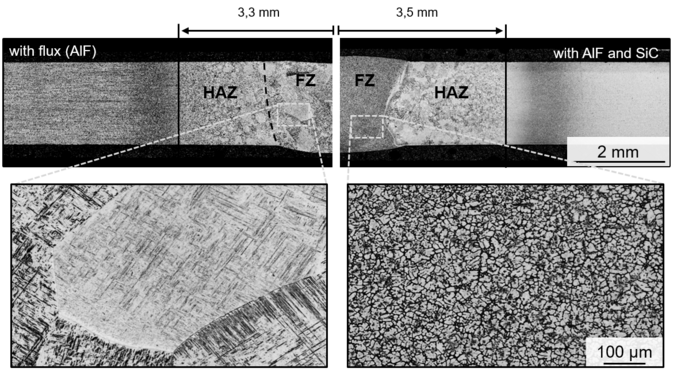
The picture below shows the flux effect on the left. In the FZ a coarse grain is visible again. However, the widths of the FZ and HAZ are significantly smaller compared to the reference. The flux enables the same weld seam depth with significantly lower welding performance. By adding flux, the energy per unit length during welding can be reduced from 214 J/mm to 90 J/mm. Right shows the combination of both effects. The effects can be used together. The result is a significantly smaller FZ with a fine grain. The HAZ is also much smaller compared to the reference.
In the case of patch repair the HAZ of the weld is the weak point of the restored blisk. The size of the HAZ is reduced by the reduction of the necessary welding power during joint welding. This improves the mechanical properties and the repaired blade withstands higher loads.
Current research and outlook
Despite the use of inoculants and fluxes, the mechanical properties of the weld seam are below those of the rest of the component. Currently, further approaches are being pursued to post-treat the weld seam, such as introducing Nitrogen into the grid by plasma nitriding. This creates compressive stress, which has a positive effect on the durability under cyclic loading.
In the second funding period, the repair was carried out with a patch. To do this, the blisk must be milled off in a defined manner and then measured, the patch manufactured, welded on and then the blisk re-contoured to restore the desired geometry.
By substituting the patch repair with arc deposition welding (3d printing), the production of the patch is omitted and thus one work step.
Subproject leader
30823 Garbsen
30823 Garbsen
30823 Garbsen
Staff
Publications
International Scientific Journal Paper, peer-reviewed
-
(2018): Technology-based Re-contouring of Blade Integrated Disks After Weld Repair, J. of Materi Eng and Perform 27, 2018 (1), 253-260
DOI: 10.1115/1.4040738 -
(2018): The Effect of SiC Addition on Microstructure and Mechanical Properties of Gas Tungsten Arc-WeldedTi-6Al-4V Alloy, Journal of Materials Engineering and Performance 2018 (27) (1), 253--230
DOI: 10.1007/s11665-017-3091-y -
(2017): Residual stress formation after re-contouring of micro-plasma welded Ti-6Al-4 V parts by means of ball end milling, Materials Science and Engineering Technology 2017, 1034-1039
DOI: 10.1002/mawe.201600743
International Conference Paper, peer-reviewed
-
(2020): Plasma nitriding Ti-6Al-4V with the aid non-transmitted plasma-arc using different protection atmosphere, Materials Today: Proceedings 30, S. 694–699
DOI: 10.1016/j.matpr.2020.01.524 -
(2018): Ball end milling of titanium TIG weld material and the effect of SiC addition – process forces and shape deviations, 6th International Conference on Through-life Engineering Services, TESConf 2017. 7-8 November 2017, Bremen, Germany, Seite 74-81
DOI: 10.1016/j.promfg.2018.01.011
National Conference Paper, not peer-reviewed
-
(2016): Gefüge und Mechanische Eigenschaften impfbehandelter Schweißnähte an Titan, In: DVS Berichte Band 327, Große Schweißteschnische Tagung Leipzig. Düsseldorf, 49-53
-
(2015): Lichtbogenschweißen von Titanlegierungen - Einfluss von Impfmitteln auf das Schweißgefüge von TiAl6V4, Tagungsband 1. Niedersächsisches Symposium Materialtechnik12. bis 13. Februar 2015. 1. Aufl. Herzogenrath: Shaker (Fortschrittsberichte der Materialforschung und Werkstofftechnik / Bulletin of Materials Research and Engineering, 1), S. 176–185
Dissertationen
-
(2021): Steuerung des Erstarrungsgefüges der Titanlegierung Ti-6Al-4V beim Wolfram-Inertgas-Schweißen, TEWISS - Technik und Wissen GmbH; Gottfried Wilhelm Leibniz Universität Hannover
ISBN: 978-3-95900-647-7

